- 1779
- 产品价格:面议
- 发货地址:宁夏银川 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:101102397公司编号:3650045
- 庞经理 业务经理 微信 18695289188
- 进入店铺 在线留言 QQ咨询 在线询价
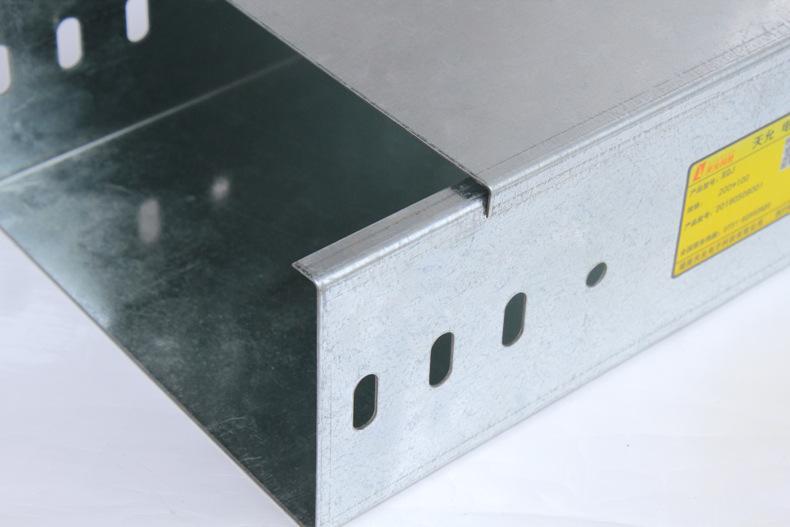
银川网格镀锌桥架经销商
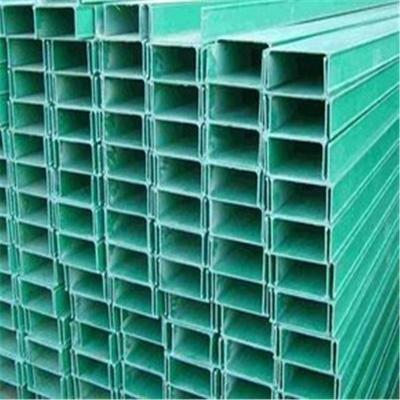
- 相关产品:
银川网格镀锌桥架经销商
桥架表面应根据工作环境的要求进行镀、涂防护处理,各种防护层的厚度和附着力应符合表3的规定。
1) 厚度 热镀锌桥架主体对1.5~3mm厚度,较小平均厚度≥65am,较小局部厚度65am >3mm厚度 60am局部65am
检测标准:GB/T13912-92
检测方法:用磁性测厚仪检测。
2) 电镀锌或锌镍合金
桥架主体≥12 am 附注(93)
3) 喷涂或喷漆
桥架主体≥50 am检测方法 按GB1764 磁性测厚仪
4) 附着力——镀涂层对底材的粘合牢度
热镀锌按附录B试验应不脱落
5) 电镀锌和锌合金
按附录B试验应不脱落
6) 喷涂或喷漆
不低于GB1720中的3级,检验用附着力测定仪。
4. 光泽度
防护处理的表面光泽应不低于60%。
检测方法:按GB1743,油膜光泽度测定法,用光泽度仪测量数字直接显示。
5. 耐盐雾性
表面防护层应具有表4中规定的3级耐盐雾性。
6. 制造精度
1) 桥架的长度极限偏差
当长度小于等于2米时,极限偏差为±2mm,当长度大于2mm时,极限偏差±4mm
2) 桥架的宽度极限偏差
当宽度大于400mm时,极限偏差为±4mm,当宽度小于等于400mm时,极限偏差为±3mm
说明:盖板取正偏差,槽底宽取负偏差
3) 桥架表面平面度允差
热镀锌电缆桥架是将除锈后的钢构件浸入600℃左右高温融化的锌液中,使钢构件表面附着锌层,锌层厚度对5mm以下薄板不得小于65μm,对厚板不小于86μm,从而起到防腐蚀的目的。作为一种有效的金属防腐方式,热浸锌工艺已被广泛用于各行业的金属结构设施上,抗腐蚀年限达到10年以上。
原理
热浸锌层是锌在高温液态下,分三个步骤形成的:1、铁基表面被锌液溶解形成锌—铁合金相层。2、合金层中的锌离子进一步向基体扩散形成锌铁互溶层。3、合金层表面包络着锌层。
优点
热浸锌电缆桥架优点:具有非常好的防腐性能,耐久年限长,寿命比普通桥架长很多,生产工业化程度高,质量稳定。因而被大量用于受大气腐蚀较严重且不易维修的室外环境中。
性能特点
(1)具有较厚的致密的纯锌层覆盖在钢铁表面上,它可以避免钢铁基体与任何的腐蚀溶液的接触,保护钢基体免受腐蚀。在一般大气中,锌层表面形成一层很薄而密实的氧化锌层表面,它很难溶于水,故对钢基体起着一定保护作用。如果氧化锌与大气中其它成分生成不溶性锌盐后,则防蚀作用更理想。(2)具有铁—锌合金层,结合致密,在海洋性盐雾大气及工业性大气中表现特有抗腐蚀性。(3)由于结合牢固,锌—铁互溶,具有很强的耐磨性。(4)由于锌具有良好的延展性,其合金层与钢基附着牢固,因此热镀件可进行冷冲、轧制、拉丝、弯曲等各种成型而不损坏镀层。(5)钢结构件热镀锌后,相当于一次退火处理,能有效改善钢基体的机械性能,消除钢件成型焊接时的应力,有利于对钢结构件进行车削加工。(6)热镀锌后的件表面光亮美观。(7)纯锌层是热镀锌中较富有塑性的一层镀锌层,其性质基本接近于纯锌,具有延展性,所以它富于挠性。

桥架防腐的原因 防腐桥架涂层结构:采用氯磺化底漆二道;面漆二道
除锈 金属表面除锈质量的高低,直接影响防腐工程的寿命,现场除锈采用砂轮机除锈或人工除锈,除锈级别必须达到St3级,表面除锈处理后,应在4小时内涂上底漆。当发现有新锈时,必须进行重新处理。
涂层施工
涂层的施工采用刷涂、滚涂,并应符合下列要求:刷涂或滚涂时,层间应纵横交错,每层往复进行涂均匀为止不得漏涂。
使用稀释剂时,其种类和用量应符合涂料生产厂标准的规定。
配制和使用防腐蚀涂料施工时,应先搅拌均匀,必要时可用200目铜丝网过滤后使用。开桶使用后的剩余涂料,必须密封留存。
防腐工程施工现场的环境温度和湿度必须符合规范及防腐涂料本身的要求,施工环境应通风良好,并符合下列要求:
①温度以13℃-30℃为宜,但不得低于5℃
②相对湿度不宜大于80%
③遇雨、雾、强风气候不得进行室外施工。
④不宜在强烈日光照射下施工。
防腐施工中各道工序(如除锈、底漆、面漆)之间必须进行质量检查,前道工序合格后才能进行下道工序的施工,较后一道工序完毕后应彻底检查,发现有不合格的缺陷时,应修补合格,即涂层总厚度和涂装道数应符合设计要求;表面应平滑无痕,颜色一致,无针孔、气泡、流坠、粉化和破损现象。
防腐桥架表面处理技术揭秘 用途:电缆桥架适用于电压10千伏以下的电力电缆以及控制电缆、照明配线等室内、室外架空电缆沟、隧道的敷设。
优点:桥架具有品种全、应用广、强度大、结构轻、造价低、施工简单、配线灵活、安装标准、外形美观、维护检修方便等。
应用范围
热镀锌的应用随着工农业的发展也相应扩大。因此,热镀锌制品在工业(如化工设备、石油加工、海洋勘探、金属结构、电力输送、造船等),农业(如:喷灌、暧房)、建筑(如:水及煤气输送、电线套管、脚手架、房屋等)、桥梁、运输等方面,近几年已大量地被采用。由于热镀锌制品具有外表美观、耐腐蚀性能好等特点,其应用范围越来越广泛。
桥架表面应根据工作环境的要求进行镀、涂防护处理,各种防护层的厚度和附着力应符合表3的规定。
1) 厚度 热镀锌桥架主体对1.5~3mm厚度,较小平均厚度≥65am,较小局部厚度65am >3mm厚度 60am局部65am
检测标准:GB/T13912-92
检测方法:用磁性测厚仪检测。
2) 电镀锌或锌镍合金
桥架主体≥12 am 附注(93)
3) 喷涂或喷漆
桥架主体≥50 am检测方法 按GB1764 磁性测厚仪
4) 附着力——镀涂层对底材的粘合牢度
热镀锌按附录B试验应不脱落
5) 电镀锌和锌合金
按附录B试验应不脱落
6) 喷涂或喷漆
不低于GB1720中的3级,检验用附着力测定仪。
4. 光泽度
防护处理的表面光泽应不低于60%。
检测方法:按GB1743,油膜光泽度测定法,用光泽度仪测量数字直接显示。
5. 耐盐雾性
表面防护层应具有表4中规定的3级耐盐雾性。
6. 制造精度
1) 桥架的长度极限偏差
当长度小于等于2米时,极限偏差为±2mm,当长度大于2mm时,极限偏差±4mm
2) 桥架的宽度极限偏差
当宽度大于400mm时,极限偏差为±4mm,当宽度小于等于400mm时,极限偏差为±3mm
说明:盖板取正偏差,槽底宽取负偏差
3) 桥架表面平面度允差











{kind=link}