

- 2275
- 产品价格:5000000.00 元/个 起
- 发货地址:四川成都锦江区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:206068300公司编号:13784366
- 谭 微信 13608236726
- 进入店铺 在线留言 QQ咨询 在线询价
安徽快速矿井水**磁厂家快速 煤矿水处理**磁厂家 煤矿矿井水处理技术
- 相关产品:
**:授权**公司名称:源蓉科技项目:矿井水**磁可售卖地:全国是否有技术支持:有是否可定制:可按需定制
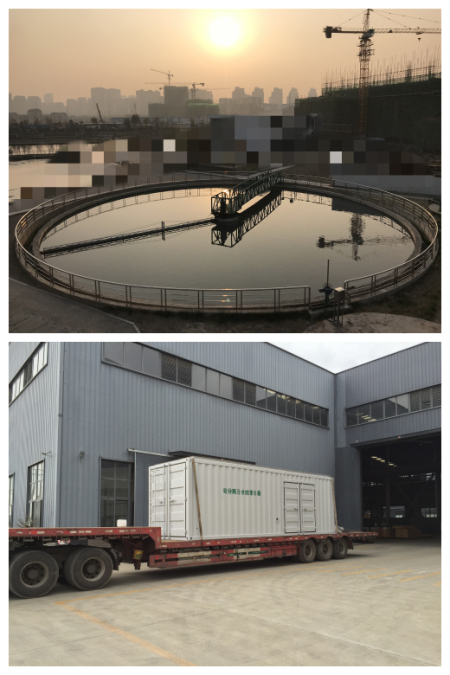
成都源蓉科技有限公司专注于磁分离净化技术,研发、设计、生产、销售、售后、咨询服务等一体化服务。公司两级**磁分离净化技术获得国家发明**授权,特别对于高浓度废水,出水水于同类一级**磁分离公司。煤矿矿井水是指在煤矿开采过程中,所有充入井下采掘空间的水,是煤矿开采过程中所污染的地下水。按照有害物质的种类和性质划可分为五种:浑浊矿井水、高矿化度矿井水、酸/碱性矿井水、含铁/锰矿井水、含污染物矿井水。

**磁分离系统的特点及优势
1.2.1 采用永磁钢,构造**磁分离场,技术稳定成熟;
目前该设备在布磁、聚磁组合、微磁絮凝、脱磁、分散等工艺技术上实现了突破,设备不断改进与完善,已达到国际水平,技术稳定而成熟。
1.2.2 **磁分离时间短,占地面积小;
聚磁组合磁盘表面产生的磁力是重力的640倍以上,能快速地捕捉到微磁性絮团,从而可以采用一体化、短流程的设备集成,使整个水处理净化过程的时间大大缩短,来水自混凝箱进至磁盘机出水的时间为3-6min,大大优于传统的沉淀法。与传统处理方法相比,设备分离时间短,相应的设备占地仅为传统工艺的10-30%。
1.2.3 与传统工艺比运行成本低;
**磁分离依靠强磁力进行吸附和分离,不需要大量的药剂使水体中的悬浮物形成大的絮团,而仅需微絮凝。与常规的混凝沉降系统比较,可大大节约系统的药剂使用量(药剂使用量可节约20-30%),节省药剂费用,同时设备总装机功率低,电耗少,设备运行稳定使用寿命长,维修*,综合运行成本为传统工艺的1/2。
1.2.4 污泥浓度高;
磁种回收机分离出的污泥含水率93%-95%(普通沉淀污泥含水率为99%以上),可不经过浓缩直接进入脱水设备,可节省建设污泥浓缩池费用,降低后续操作强度。
1.2.5 该工艺强化和改变了絮体性质与污水的分离方式,加快了固液分离的速度;
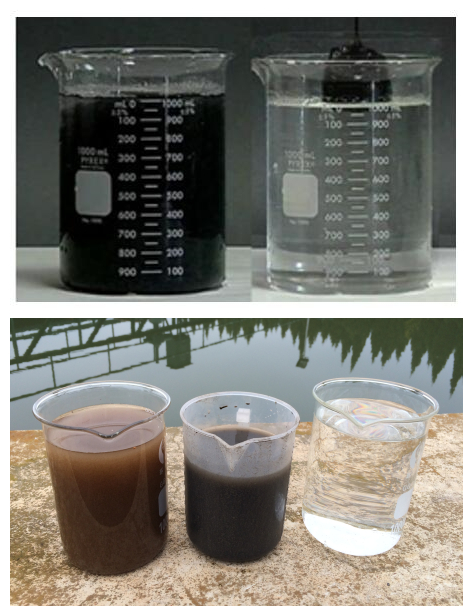
1.2.6 出水水质好,运行稳定;
1.2.7 设备模块化,安装方便,便于组装,节约了工期;
1.2.8 主体设备移动方便,使用灵活可控;
1.2.9 系统简单,便于操作和维护;
1.2.10 无生化处理工艺产生的臭气问题,*臭气处理设施。
煤矿矿井水**磁分离井下处理技术 二,技术所属领域及适用范围:煤炭行业煤矿井下矿井水 三,与该技术相关的能耗及碳排放现状 全国矿井水综合利用率仅为59%,不仅使水中的煤泥资源大量浪费,而且对环境造成污染.我国矿井水处理普遍采用井下沉淀,提升污水上井二次处理工艺技术.
**磁分离净化设备与普通的沉淀、过滤相比,设备具有连续运行,可分离水中悬浮物的特点。
1、采用磁钢,构造分离磁场,技术稳定成熟。磁分离技术的快速发展,得益于我国材料工业的技术进步,磁钢的磁性不仅比铁氧体材料有了大大追赶,其产业化的成熟也为设备的生产制造降低成本提供了可能,使得以聚磁组合为核心的**磁分离机得以大规模普及应用。
2、磁分离时间短,占地面积小。聚磁组合磁盘表面产生的磁力是重力的640倍以上,能快速地捕捉到微磁性絮团,使整个水处理净化过程的时间大大缩短,来水自混凝反应池进至磁盘机出水的时间为3~6min,大大优于传统的沉淀法。与传统处理方法相比,设备分离时间短,相应的设备占地少。
3、与磁分离工艺配套的混凝系统用药量少。磁分离依靠强磁力进行吸附和分离,不需要大量的药剂使水体中的悬浮物形成大的絮团,而仅需微絮凝。与常规的混凝沉降系统比较,可大大节约系统的药剂使用量(仅为常规水处理加药量的1/3~1/2),节省药剂费用。
4、出渣污泥浓度高。磁分离磁鼓分离出的污泥含泥率大于70000mg/L,含水率小于93%(普通沉淀污泥含水率为98%-99%),可不经过浓缩直接进入脱水设备,大大节省污泥浓缩池占地和污泥脱水设备选型时的大小。经过常规的压滤脱水后,污泥含水率小于65%,成泥饼状,便于装卸外运。
完善环保技术评价体系,加强共享平台建设,推广示范适用技术;要整合现有科技资源,加强基础研究和前瞻技术研发;规范环保产业市场,加快发展环保服务业,推进适用技术和装备的产业化。






{kind=link}